Rozdiel tvrdostí flexibilných filamentov.
Aký je rozdiel medzi označením TPE a TPU? Ako sa tlačí guma? A čo je to vlastne zač...
Na začiatok treba spomenúť, čo vlastne skratka TPE vo svete 3d tlače znamená. Jedná sa o termoplastické elastoméry, ktoré sú vyrobené zo zmesi tvrdých plastických polymérov, napr. polypropylén (PP) apod., a mäkkých gumových materiálov. Ďalej obsahujú prísady. Môžu to byť olej, plnivo a ďalšie.
V súčasnosti sa TPE rozdeľujú na mnoho ďalších podkategórií:
- TPE – O : termoplastické polyolefíny (TPO)
- TPE – S : styrénové zmesi na báze polyolefínu a SBS, SEBS alebo SEPS (TPS)
- TPE – V : vulkanizovaná zmes PP/EPDM (TPV)
- TPE – E : kopolyesterová zmes (TPE)
- TPE – U : termoplastický polyuretán (TPU)
- TPE – A : termoplastický polyamid (TPA)
Pri bežnom používaní sa pri označení vypúšťa zo skratky TPE písmeno „E“. Vznikne tak označenie špecifikujúce priamo konkrétny typ termoplastického elastoméru napr: TPO, TPS, TPV, TPE, TPU, TPA.
www.resinex.cz/polymerove-typy/tpe.html
Pre technológiu 3D tlače sú zatiaľ najdôležitejšie materiály TPE a TPU, pretože sa z nich vyrábajú filamenty. Sú síce z rovnakej rodiny materiálov, ale majú medzi sebou isté odlišnosti.
V ponuke máme množstvo tvrdostí od rôznych značiek.

TPU má niekoľko výhod oproti TPE.
Je odolnejší voči abrázii a chemickým látkam, napr. olejom, tukom aj niektorým rozpúšťadlám. Ďalšou výhodou je nižšia zmrštivosť, takže pokiaľ vám záleží na rozmeroch tlačeného dielu, je TPU vhodnejšou voľbou. Pri nižších teplotách si lepšie zachováva pružné vlastnosti aj TPU. TPU býva však vyrábané v tvrdších variantoch ako TPE, čo je lepšie pre tlač, pretože lepšie drží na tlačovej podložke. Všeobecne pri oboch materiáloch platí, čím tvrdšie, tým lepšie priľne k podložke.
Nastavenie tlače u týchto materiálov býva občas dosť veľký problém, pretože ide o materiál s horšou priľnavosťou k podložke a komplikácie nastávajú aj u extrudéra. Pokiaľ je filament príliš rýchlo tlačený extrudérom do hotendu, alebo je nadmieru utiahnuté prítlačné koliesko, dôjde k ohnutiu filamentu za extrudérom, čo má za následok zastavenie prívodu filamentu do hotendu.
TPS (termoplastický elastomér na báze styrénu):
Ide o mäkké flexibilné vlákno pre 3D tlač. Nájde si určite široké uplatnenie, napr. ako tesniaci krúžok v stroji alebo protišmykové nožičky pre ďalšie komponenty a pod. všade tam, kde využijete veľkú mieru elastickej (vratnej) deformácie. Pružnosť vlákien TPE sa meria v tvrdosti Shore. Sú tu veľké rozdiely, od veľmi mäkkých po tvrdé materiály, ktoré sa dajú už horšie ohýbať. Filament TPS od Herz má hodnoty Shore A 75, takže je najmäkší v našej ponuke. Nie je vhodný na tlač s bowdenovým vedením filamentu.
Najlepšie nastavenie pre tlač z materiálov druhu Flex je povoliť prítlačné koliesko, ale nie zase príliš. Rýchlosť tlače by sa mala pohybovať medzi
15 mm/s – 30 mm/s, záleží na type tlačiarne, a musí byť všade rovnaká. Z vlastných skúseností vieme, že rýchlosť pri prvej vrstve môže byť aj nižšia, ale záleží na druhu materiálu. Čo sa týka nastavenia teplôt, záleží predovšetkým na výrobcovi, ale obvykle sa teplota hotendu pohybuje v rozmedzí 210 – 250 °C a teplota podložky
30 – 50 °C, opäť závisí od výrobcu. Dôležité je tiež nastavenie retrakcie, ktorá by mala byť pri flexibilných materiáloch vypnutá alebo skoro nulová.
Ako už bolo spomenuté vyššie, niektoré materiály horšie držia na podložke. V tomto prípade odporúčame tlač súčasti na podložku s vyššou adhéziou. Voľba podložky závisí opäť na výrobcovi filamentu. Napr. flexibilné struny od firmy Filament PM výborne držia na hnedej baliacej páske. Tvrdšie filamenty držali samy na podložke 3D tlačiarne MK2S od Průši.
Tvrdosť SHORE
Metóda Shore merania tvrdosti plastov je založená na vtláčaní hrotu tvrdomeru do materiálu (jedna z metód merania). Používajú sa dva hroty, ktoré sú označené písmenami „A“ a „D“. Hrot typu A sa používa pre mäkšie materiály a hrot D pre tvrdšie. Tvrdosť sa meria vtlačovaním hrotu do vzorky na začiatku, po uplynutí stanovenej doby, alebo oboje. Pokiaľ tvrdosť plastu presiahne hodnotu 90A, potom sa prechádza na stupnici D.

Testovali sme nasledujúce materiály:
Základné nastavenie Slic3ru pre materiál Flex/Semiflex. Rýchlosť tlače musí byť všade rovnaká. Rýchlosť prvej vrstvy sme ponechali nižšiu, a to na 70%, ale uvádza sa, že by mala byť na 100%. U nás tlač prebehla dobre aj s nižšou rýchlosťou.
TPE shore A88 značky Plasty Mladeč
Teplota hotendu: 210 °C
Teplota podložky: 50 °C
Hrúbka vrstvy: 0.2mm
Rýchlosť: 30 mm/s
Retrakcia: Žiadna.
Chladenie: Žiadne.
Tlač na priehľadnú (drží o niečo lepšie) či hnedú baliacu pásku (môže sa odlepovať). Prípadne je možné použiť Magigoo PP.
Hodnotenie zákazníkov:
„Materiál strašne zapáchal pri tlači. Neodporúčam do zle vetraných miestností. Povrch bol matný. Pružnosť pri deformácii dobrá a vrstvy držia pohromade. Výtlačok nie je veľmi odolný voči odieraniu. Materiál sa veľmi lepí na trysku. tlače čo je značne nepríjemné."
(p. Marek Hradiský)
TPE shore D32 od Plasty Mladeč
Teplota hotendu: 210 °C
Teplota podložky: 50 °C
Hrúbka vrstvy: 0.2mm.
Rýchlosť: 30 mm/s
Retrakcia: Žiadna.
Chladenie: Žiadne.
Tlač na priehľadnú (drží o niečo lepšie) či hnedú baliacu pásku (môže sa odlepovať). Prípadne je možné použiť Magigoo PP.
TPU shore A92 a TPU shore A98 značky Fillamentum
Teplota hotendu: 210 °C
Teplota podložky: 50 °C
Hrúbka vrstvy: 0.2mm.
Rýchlosť: 30 mm/s
Tlač na odmastenú podložku tlačiarne MK2S od Průši.
Hodnotenie zákazníkov:
„Prekvapením bolo, že materiál výborne držal na čistom odmastenom skle. Povrch bol lesklý, materiál sa ale veľmi lepil na trysku a pri ostrých prechodoch bola miestami narušená stena vrstvy, hlavne pri kratších perimetroch. Pružnosť je pri deformácii dobrá a vrstvy držia pokope. je na dotyk jemne gumový."
(p. Marek Hradiský)
Teplota hotendu: 230 °C
Teplota podložky: 50 °C
Hrúbka vrstvy: 0.2mm.
Rýchlosť: 30 mm/s
Retrakcia: Žiadna.
Chladenie: Žiadne.
Tlač na odmastenú podložku tlačiarne MK2S od Průši.
Hodnotenie zákazníkov:
„Z materiálu sa tislo veľmi dobre. Zápach prakticky nebol, čo bolo veľké plus. Líbil sa mi hlavne povrch tlačeného predmetu, pretože sa třpyt a vrstvy nie je takmer vidieť. Na druhú stranu bol povrch drsný. Pružnosť je pri deformácii dobrá a vrstvy držia pokope. Povrch sa na dotyk podobá tvrdým plastom (možno kvôli drsnému povrchu)."
(p. Marek Hradiský, REBEL II)
„Za mňa super matroš s dobrou farbou, vytlačený obal na iphone. Len teda pevné nervy pri zavádzaní filamentu. Musel som povoliť aj prítlak oproti PLA pretože matroš vyklzoval inama. Najlepšie použiť základ od Průši pre FLEX a upravovať podľa výsledku tlače, hlavne pozor dávať na rýchlosť, čím pomalšie tým lepšie, matroš sa rád naťahuje :-) drží pekne na lepidle a po dokončení tlače sa môže celý hodiť do vedra s acetónom a nechať vyplaviť lepidlo.
(p. Jakub Hajný, Průša)
Teplota hotendu: 230 °C
Teplota podložky: 50 °C
Hrúbka vrstvy: 0.2mm.
Rýchlosť: 30 mm/s
Retrakcia: Žiadna.
Chladenie: Žiadne.
Tlač na odmastenú podložku tlačiarne MK2S od Průši.
Fiberflex 30D značky Fiberlogy
Teplota hotendu: 200-220 °C
Teplota podložky: 0-70 °C
Hrúbka vrstvy: 0.2mm.
Rýchlosť: 30 mm/s
Retrakcia: Žiadna.
Chladenie: Žiadne.
Tlač na PVA lepidle Kores, keramická podložka tlačiarne 3dGence.
Fiberflex 40D značky Fiberlogy
Teplota hotendu: 200-220 °C
Teplota podložky: 0-70 °C
Hrúbka vrstvy: 0.2mm.
Rýchlosť: 30 mm/s
Retrakcia: Žiadna.
Chladenie: Žiadne.
Tlač na PVA lepidle Kores, keramická podložka tlačiarne 3dGence.
TPU shore D52 od Eco3D. UŽ SA NEVYRÁBA
Teplota hotendu: 230 °C
Teplota podložky: 50 °C
Hrúbka vrstvy: 0.2mm.
Rýchlosť: 30 mm/s
Retrakcia: Žiadna.
Chladenie: Žiadne.
Tlač na odmastenú podložku tlačiarne MK2S od Průši.
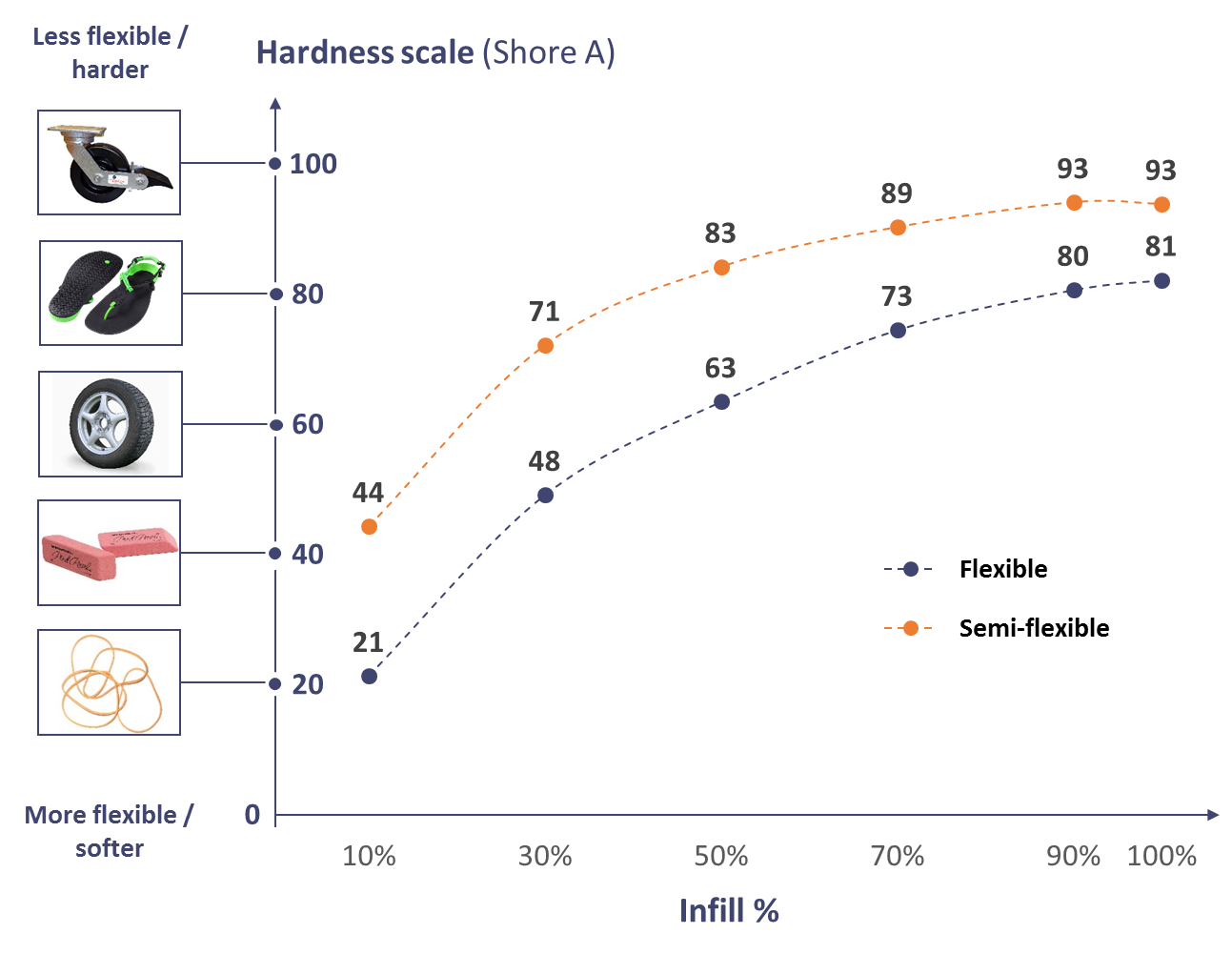
Ako ovplyvniť tvrdosť (pružnosť) výtlačku? Pomôže zvoliť vhodnú výplň.
Tento graf ukazuje, ako môžete meniť tvrdosť výtlačku v závislosti od % použitia výplne. Ak je napríklad požadovaná tvrdosť pneumatiky (60A), môžete sa pokúsiť vytlačiť z veľmi flexibilného filamentu pri 50% výplni alebo čiastočne flexibilného (tvrdšieho) filamentu pri 20% výplni.
V ponuke máme množstvo značiek a tvrdostí flexibilných materiálov a kúpiť je možné aj vzorčeky.